



La molienda de la válvula incluye el proceso de limpieza e inspección, proceso de molienda y proceso de inspección.
1. El proceso de limpieza e inspección
Limpieza de la superficie de sellado en la bandeja de aceite, utilizando un agente de limpieza profesional, mientras se lava el daño de la inspección de la superficie de sellado. Las microgrietas que son difíciles de determinar a simple vista se pueden detectar mediante el método de coloración.
Después de la limpieza, revise la superficie de sellado del disco o la válvula de compuerta con el asiento, consulte con rojo y lápiz. Pruebe el rojo rojo, verifique la fotocopia de la superficie del sello, el sello de la superficie del sello; O con un lápiz en el disco y la superficie de sellado del asiento en unos pocos círculos concéntricos, luego la rotación del disco y cierre del asiento, revise el círculo de lápiz, asegúrese de que la superficie de sellado esté sellada correctamente. Si el sello no es bueno, la placa estándar se puede usar para probar el disco o la superficie de sellado de la puerta y la superficie de sellado del cuerpo, determine la ubicación de la molienda.
2. Proceso de molienda
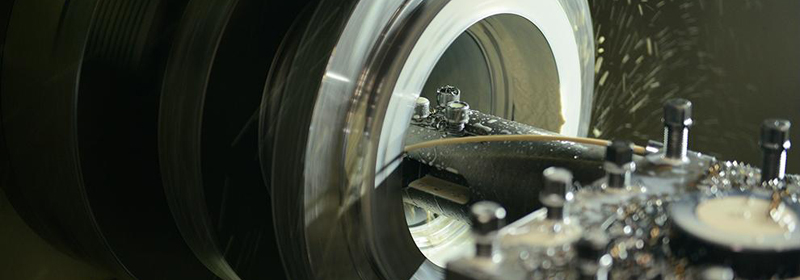
El proceso de molienda es esencialmente un proceso de corte sin torno. La profundidad de los pozos o los agujeros pequeños en el cabezal o el asiento de la válvula generalmente es inferior a 0,5 mm, lo que puede repararse mediante el método de molienda. El proceso de molienda se divide en molienda gruesa, molienda mediana y molienda fina.
La molienda rugosa es eliminar la superficie de sellado del rasguño, la sangría, las picaduras y otros defectos, de modo que la superficie de sellado para obtener una alta planitud y un cierto grado de suavidad, para la superficie de sellado de la base. La molienda rugosa utiliza la cabeza de molienda o la herramienta de molienda, utilizando papel abrasivo grueso o pasta abrasiva gruesa, su tamaño de partícula 80 # -280 #, tamaño de partícula gruesa, volumen de corte, alta eficiencia, pero líneas de corte profundas, la superficie de sellado es áspera. Por lo tanto, la molienda rugosa siempre que la cabeza o el asiento de la válvula se puedan quitar suavemente.
La molienda mediana es eliminar la superficie de sellado del grano grueso, mejorar aún más la superficie de sellado de la suavidad y la suavidad. Usando papel de arena fina o pasta de molienda fina, el tamaño de partícula es 280 #-W5, el tamaño de partícula está bien, la cantidad de corte es pequeña, lo que es útil para reducir la rugosidad, al mismo tiempo debe reemplazar la herramienta de molienda correspondiente, la herramienta de molienda debe estar limpia. Después de la molienda intermedia, el plano de contacto de la válvula debe ser brillante. Si usa un lápiz en el cabezal o asiento de la válvula para dibujar algunos, el cabezal de la válvula o el asiento contra la rotación de la luz de un círculo, la línea del lápiz debe borrarse.
La molienda fina es el último proceso de molienda de válvulas, principalmente para mejorar el acabado de la superficie de sellado. La molienda fina se puede usar w 5 o más fino y aceite, queroseno y otra dilución, con el cabezal de la válvula contra la molienda del asiento de la válvula, sin drama, esto es más propicio para la superficie de sellado. Al moler la dirección general en sentido horario de aproximadamente 60-100, luego la dirección inversa alrededor de 40-90, moler suavemente durante un tiempo, debe verificarse, para pulir, y en la cabeza y el asiento de la válvula pueden ver un círculo de una línea muy delgada cuando el color alcanza el negro, brillante y negro y brillante, suavemente unas pocas veces con aceite de motor nuevamente, limpie la gasa limpia. Después de moler, y luego eliminar otros defectos, es decir, debe ensamblarse lo antes posible, para no dañar una buena cabeza de válvula.
La molienda manual, ya sea áspera o fina, siempre es a través del levantamiento, hacia abajo, la rotación, el recíproco, el tapping, la inversión y otras operaciones combinadas el proceso de molienda. Su propósito es evitar la repetición de la pista abrasiva, de modo que la herramienta de lapso y la superficie de sellado para obtener una molienda uniforme, mejorar la suavidad y la suavidad de la superficie de sellado.
3. Fase de inspección
En el proceso de molienda siempre es a través de la etapa de inspección, su propósito es comprender la situación de molienda en cualquier momento, para asegurarse de que la calidad de molienda cumpla con los requisitos técnicos. Cabe señalar que se debe usar diferentes válvulas para adaptarse a una variedad de herramientas de molienda de superficie de sello para mejorar la eficiencia de la molienda y la garantía de calidad de la rectificación.
La molienda de la válvula es un trabajo muy cuidadoso, la necesidad en la práctica para experimentar constantemente, a tientas, mejorar, a veces la molienda muy bien, pero después de la instalación o la fuga de vapor, esto se debe a que en el proceso de molienda existe la imaginación de la molienda parcial no sosteniendo el brotador vertical, asquew o el tamaño del tamaño del tamaño del tamaño de la herramienta de movimiento.
Tiempo de publicación: julio-28-2021