




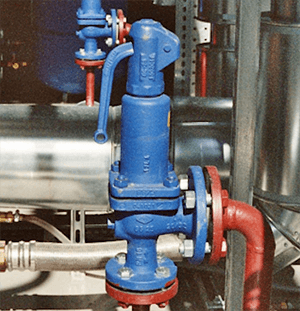
As a valve with important protection function, safety valve is widely used in various pressure vessels and piping systems, which can be automatically opened when the system reaches the upper limit of the specified pressure bearing value Discharge the excess medium out of the system, and after the discharge can be automatically closed to ensure that the pressure vessel can be safe, reliable pressure allowed to operate within the scope to avoid major safety accidents.
As a safety valve manufacture, COVNA is committed to helping you to select and manufacture the safety valve you need. Consult us for a free valve solution with the best price.
 ● Size Range: DN20 to DN400
● Size Range: DN20 to DN400
● Max. Pressure: 60 bar. If you need higher pressure, please contact us.
● Temperature: -29 to 425℃
● Material Options: CF8, CF8M or bronze
● Connection: Flanged or threaded
● Suitable mediums: Steam, air, and so on.
The normal operation of the safety valve is not only related to the normal safe use of pressure vessels such as boilers but also directly related to the safety of people’s lives and properties. Therefore, great attention must be paid to the common failures of the Boiler Safety Valve And eliminate it in a timely manner.
1. The Safety Valve Is Leaking
Valve leakage is one of the most common faults of boiler safety valve. It mainly refers to leakage between valve disc and valve seat under normal working pressure.
Causes of failures and their solutions:
1.1 Dirt falls on the sealing surface. Use a lifting wrench to open the valve several times to flush the dirt away.
1.2 Seal surface damage. According to the degree of damage, the method of grinding or grinding after turning should be used to repair. After repair should ensure the sealing surface smoothness, its smoothness should not be less than 10.
1.3 Due to improper assembly or pipe load, the concentricity of the parts is destroyed. Additional pipe loads shall be reassembled or excluded.
1.4 The opening pressure of the valve is too close to the normal pressure of the equipment, so that the sealing surface is lower than the pressure. When the valve is subject to vibration or medium pressure fluctuations, more prone to leakage. The opening pressure should be adjusted according to the strength condition of the equipment.
1.5 Loose Spring Reduces setting pressure and causes valve leakage. May Be due to high temperature or corrosion and other reasons, should be taken to change the spring, or even change the valve and other measures. If it is caused by improper regulation, the adjusting screw can be tightened properly.
2. Low Return Pressure Of Safety Valve
Cause 1: Low Return pressure will cause a large number of medium to discharge over time, resulting in unnecessary energy loss. The reason is that the spring pulse relief valve on the large amount of steam discharge, this form of impulse relief valve to open, the medium continues to discharge, vibration relief valve body, or impulse relief valve before and after the force due to the main relief valve medium discharge is not enough to continue to increase, so the steam in the pulse tube along the drum gas header continues to flow impulse relief valve action.
On the other hand because of this type of impulse safety valve action impulse safety valve sealing surface. To its reorganization to form a kinetic pressure zone, the spool will be raised, so that the impulse safety valve continues to discharge, the greater the steam discharge, the role of the spool on the safety of the thrust on the larger, the impulse safety valve will be easier to return to the seat.
Solution 1: At this point, the way to eliminate the fault is to close the throttle valve small, so that the flow of the medium out of the impulse relief valve to reduce the pressure in the kinetic energy pressure zone, so that impulse relief valve back to the seat.
Cause 2: The second factor that causes the low return pressure is that the fit clearance between the spool and the guide sleeve is not suitable, and the fit clearance is small delay return time.
Solution 2: The way to eliminate this failure is to carefully check the size of the spool also guide sleeve parts, with the gap is too small, reduce the disc cover directly or disc stop valve cap diameter or increase the disc and guide sleeve radial gap, to increase the circulation area of the part, so that the steam flow is not diverted when the local pressure to form a high kinetic pressure zone.
3. Body Joint Leakage
The valve body joint surface leakage mainly refers to the upper and lower valve body joint surface leakage phenomenon.
Causes of failures and their solutions:
Cause 1: One is the joint surface of the bolt tight force is not enough or tight partial, resulting in a poor seal joint surface.
Solution 1: The elimination method is to adjust the bolt tightening force, in the tight bolt must be held in accordance with the diagonal tightening way, it is best to measure all the side tight side clearance, the bolt tight to do not move so far, and make the joint surface clearance of all places consistent.
Cause 2: Second, the valve body joint surface of the tooth seal gasket does not meet the standard. This causes the valve body joint to leak.
Solution 2: In the maintenance of spare parts quality, the use of a standard tooth-shaped gasket can avoid this phenomenon.
Casuse 3: Finally, it is the valve body joint plane is too poor or by the hard impurity cushion seal failure.
Solution 3: The elimination of body surface leakage due to poor flatness of the body surface is to disassemble the valve and re-grind the joint surface until it meets quality standards. If the seal fails due to impurity packing, carefully clean the joint surface to avoid impurity falling into the valve assembly.
4. Relief Valve Delayed Return
The main performance of the impulse relief valve after the return of the main relief valve delayed return time is too large.
Causes of failures and their solutions:
Cause 1: On the one hand, the leakage of the piston chamber of the main relief valve is large.
Solution 1: The method of eliminating this kind of trouble is mainly solved by opening the throttle valve wider and enlarging the throttle hole diameter.
Casuse 2: On the other hand, the friction between the moving parts and the fixing parts of the main safety valve will cause the main safety valve to return to the seat slowly.
Solution 2: The solution to this problem is to fit the main relief valve moving parts and fixed parts within the standard clearance console range.
5. Relief Valve Chatter
The vibration phenomenon of safety valve in the process of discharging is called the chatter of safety valve. The chatter phenomenon easily causes metal fatigue, which reduces the mechanical performance of Safety Valve and causes serious hidden trouble of equipment.
Causes of failures and their solutions:
Cause 1: On the one hand, the valve is used improperly, the discharge capacity of the valve is too large.
Solution 1: The elimination method is that the rated discharge of the valve should be used as close as possible to the necessary discharge of the equipment.
Cause 2: On the other hand, because the diameter of the inlet pipe is too small, smaller than the inlet diameter of the valve, or the resistance of the inlet pipe is too big.
Solution 2: The method of elimination is when the valve is installed, the internal diameter of the inlet pipe should not be less than the inlet diameter of the valve or the resistance of the inlet pipe should be reduced This can be solved by reducing the resistance of the discharge line.
Any demand or problem for the safety valve, please contact us and we will happy to help you resolve it.
Post time: Jul-28-2021