



Шлифование клапана включает в себя процесс очистки и проверки, процесс шлифования и процесс проверки.
1. Процесс очистки и проверки
Очистка поверхности герметизации в масляной поддоне, используя профессиональный чистящий агент, промывая повреждение проверки герметичной поверхности. Микрополосы, которые трудно определить с помощью обнаженного глаза, могут быть обнаружены методом раскраски.
После очистки проверьте поверхность герметизации диска или затвора с сиденьем, проверьте красным и карандашом. Проверьте красный красный, проверьте фотокопирование поверхности уплотнения, уплотнение поверхности уплотнения; Или с карандашом в поверхности герметизации диска и герметизации на несколько концентрических кругов, затем диск и закрытие сиденья, проверьте карандашное кружок, убедитесь, что поверхность герметизации запечатана должным образом. Если уплотнение не очень хорошо, стандартная пластина можно использовать для проверки поверхности уплотнения диска или затвора и герметизации корпуса, определите расположение шлифования.
2. Процесс шлифования
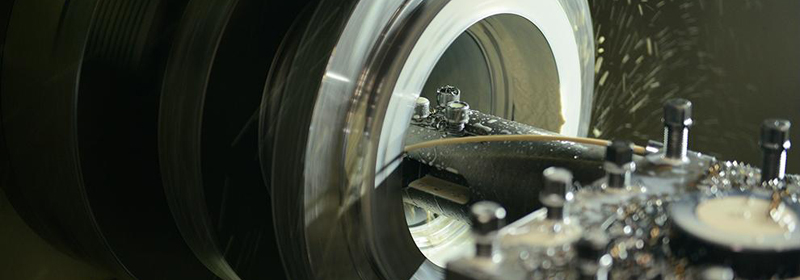
Процесс шлифования - это по сути процесс резки без токарного станка. Глубина ям или небольших отверстий на головке или сиденье клапана, как правило, составляет менее 0,5 мм, что может быть отремонтировано с помощью метода шлифования. Процесс шлифования делится на грубое шлифование, среднее измельчение и тонкое шлифование.
Грубое шлифование должно устранить герметизирующую поверхность царапины, отступа, ячейки и других дефектов, так что герметизирующая поверхность, чтобы получить высокую плоскостность и определенную степень гладкости, для герметичной поверхности фундамента. Грубое шлифование использует шлифовальную головку или шлифовальный инструмент, используя грубую абразивную бумагу или грубую абразивную пасту, ее частиц размером 80 # -280 #, грубый размер частиц, объем резки, высокая эффективность, но глубокие линии резания, герметичная поверхность является грубой. Следовательно, грубое шлифование до тех пор, пока головка или сиденье клапана можно снимать плавно.
Средне -шлифование предназначено для устранения герметизирующей поверхности грубого зерна, еще больше улучшить поверхность герметизации гладкости и гладкости. Используя тонкую бумагу или мелкую шлифовальную пасту, размер частиц составляет 280 #-W5, размер частиц в порядке, количество резки невелико, что полезно для уменьшения шероховатости, в то же время должно заменить соответствующий инструмент измельчения, инструмент для шлифования должен быть чистым. После промежуточного шлифования плоскость контакта клапана должна быть яркой. Если вы используете карандаш в головке или сиденье клапана, чтобы нарисовать несколько, головка клапана или сиденье к вращению света круга, линия карандаша должна быть стерта.
Тонкое шлифование является последним процессом шлифования клапанов, в основном для улучшения отделки поверхности герметизации. Тонкое шлифование может быть использовано W 5 или более тонким и маслом, керосином и другим разведением, с головой клапана к шлифованию сиденья клапана, без драмы, это более способствует поверхности запечатывания. При измельчении общего направления по часовой стрелке примерно 60-100, затем необходимо проверить обратное направление около 40-90, осторожно шлифование, должно быть проверено, чтобы быть отполированным, и в головке клапана и сиденье можно увидеть круг очень тонкой линии, когда цвет достигает черного и яркого, черного и яркого, осторожно измельчите несколько раз с моторным маслом, протирает с чистой малой. После шлифования, а затем устранить другие дефекты, то есть следует собрать как можно скорее, чтобы не повредить шлифование хорошей головки клапана.
Ручное шлифование, будь то грубое или тонкое, всегда проходит через подъем, вниз, вращение, возвращение, постукивание, обращение и другие операции, объединяющие процесс шлифования. Его цель состоит в том, чтобы избежать повторения абразивной дорожки, чтобы инструмент для притирания и герметизационная поверхность, чтобы получить равномерное измельчение, улучшить плавность и плавность поверхности герметизации.
3. Фаза проверки
В процессе шлифования всегда проходит этап инспекции, его цель состоит в том, чтобы в любое время понять ситуацию шлифования, чтобы убедиться, что качество шлифования соответствует техническим требованиям. Следует отметить, что различные шлифования клапанов следует использовать для адаптации к различным инструментам шлифования поверхности уплотнения для повышения эффективности шлифования, обеспечения качества шлифования.
Шлифование клапана - очень осторожная работа, необходимость постоянно испытывать, нащупывать, улучшать, иногда очень хорошо шлифовать, но после установки или утечки пара это связано с тем, что в процессе шлифования возникает воображение из шлифования частично не удерживает вертикаль шлифовального стержня, посох или испарение.
Время сообщения: июль-28-2021