



Valf öğütme temizleme ve denetim işlemini, taşlama işlemini ve denetim sürecini içerir.
1. Temizlik ve denetim süreci
Sızdırmazlık yüzeyi denetiminin hasarını yıkarken, profesyonel temizleme maddesi kullanarak yağ tavasındaki sızdırmazlık yüzeyinin temizlenmesi. Çıplak göz ile belirlenmesi zor olan mikro çatlaklar boyama yöntemi ile tespit edilebilir.
Temizlikten sonra disk veya kapı valfının sızdırmazlık yüzeyini koltukla kontrol edin, kırmızı ve kurşun kalemle kontrol edin. Kırmızıyı test edin, conta yüzeyi fotokopi, conta yüzeyi contası kontrol edin; Veya disk ve koltuk sızdırmazlık yüzeyinde bir kalemle birkaç eşmerkezli daire üzerinde, daha sonra disk ve yakın dönüş koltuk ile kalem çemberi ovmak, sızdırmazlık yüzeyinin düzgün bir şekilde kapatıldığından emin olun. Conta iyi değilse, standart plaka disk veya kapı sızdırmazlık yüzeyini ve vücut sızdırmazlık yüzeyini test etmek için kullanılabilir, öğütmenin yerini belirleyin.
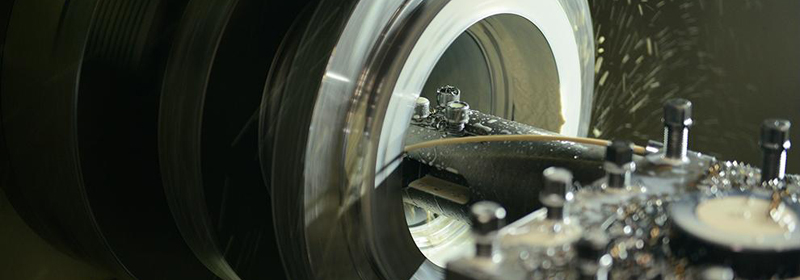
2. Taşlama işlemi
Taşlama işlemi aslında torna olmadan bir kesme işlemidir. Valf başlığı veya koltuk üzerindeki çukurların veya küçük deliklerin derinliği genellikle 0,5 mm'den azdır, bu da öğütme yöntemi ile onarılabilir. Taşlama işlemi kaba öğütme, orta öğütme ve ince öğütmeye ayrılır.
Kaba öğütme, çizik, girinti, çukur ve diğer kusurların sızdırmazlık yüzeyini ortadan kaldırmaktır, böylece sızdırmazlık yüzeyi, temelin sızdırmazlık yüzeyi için yüksek bir düzlük ve belirli bir düzgünlük elde etmek için. Kaba öğütme, kaba aşındırıcı kağıt veya kaba aşındırıcı macun kullanarak taşlama kafası veya taşlama aracı kullanır, parçacık boyutu 80 # -280 #, kaba partikül boyutu, kesme hacmi, yüksek verimlilik, ancak derin kesme çizgileri, sızdırmazlık yüzeyi pürüzlüdür. Bu nedenle, valfin başı veya koltuğu sorunsuz bir şekilde çıkarılabilir olduğu sürece kaba taşlama.
Orta öğütme, kaba tanenin sızdırmazlık yüzeyini ortadan kaldırmak, pürüzsüzlük ve pürüzsüzlüğün sızdırmazlık yüzeyini daha da iyileştirmektir. İnce kum kağıdı veya ince öğütme macunu kullanarak, parçacık boyutu 280 #-w5, parçacık boyutu iyi, kesme miktarı küçük, bu pürüzlülüğü azaltmak için yararlı, aynı zamanda karşılık gelen öğütme aracının yerini almalı, öğütme aracı temiz olmalı. Ara taşlamadan sonra valf temas düzlemi parlak olmalıdır. Valf kafasında veya koltukta bir kalem kullanırsanız, valf başlığı veya bir dairenin ışık dönüşüne karşı koltuk veya koltuk kullanırsanız, kalem çizgisi silinmelidir.
İnce öğütme, esas olarak sızdırmazlık yüzeyi kaplamasını iyileştirmek için valf taşlamanın son işlemidir. İnce öğütme, valf başlığı valf koltuğu taşlamasına karşı, drama olmadan valf kafası ile 5 veya daha ince ve yağ, gazyağı ve diğer seyreltme kullanılabilir. Genel saat yönünde 60-100 civarında öğütülürken, bir süre hafifçe öğütülen yaklaşık 40-90, kontrol edilmeli, parlatılmalı ve valf başı ve koltukta, renk siyah ve parlak ve siyah ve parlaklara ulaştığında çok ince bir çizgi görebilir, motor yağı ile birkaç kez hafifçe öğütebilir, temiz kaüslü kılıfla silinir. Taşlamadan sonra ve daha sonra diğer kusurları ortadan kaldırmak için, öğütme iyi bir valf kafasına zarar vermemek için mümkün olan en kısa sürede monte edilmelidir.
Kaba veya ince olsun, manuel öğütme her zaman kaldırma, aşağı, rotasyon, pistonlama, dokunma, tersine çevirme ve diğer işlemler birleştirilmiş taşlama işlemi yoluyla yapılır. Amacı, aşındırıcı pist tekrarından kaçınmaktır, böylece alıştırma aracı ve sızdırmazlık yüzeyi, tek tip öğütme elde etmek, sızdırmazlık yüzeyinin pürüzsüzlüğünü ve pürüzsüzlüğünü artırmaktır.
3. Muayene aşaması
Taşlama sürecinde her zaman denetim aşamasıdır, amacı taşlama kalitesinin teknik gereksinimleri karşıladığından emin olmak için herhangi bir zamanda taşlama durumunu kavramaktır. Öğütme, öğütme kalite güvencesinin verimliliğini artırmak için çeşitli conta yüzeyi öğütme araçlarına uyum sağlamak için farklı valf taşlamanın kullanılması gerektiğine dikkat edilmelidir.
Valf öğütme çok dikkatli bir iştir, pratikte sürekli deneyimleme, grope, iyileştirme, bazen çok iyi öğütme ihtiyacı vardır, ancak buharın kurulumundan veya sızıntısından sonra, öğütme işleminde kısmi bir hayal gücünün öğütme çubuğu dikey, çarpık veya taşıma takım boyutu açısı hatasını tutmamasıdır.
Post süresi: Tem-28-2021